آدرس:
No.233-3 Yangchenghu Road, Xixiashu Industrial Park, Xinbei District, Changzhou City, Jiangsu Province




• بستری با چقرمگی بالا همراه با پوشش با عملکرد بالا، به ویژه برای پردازش فولاد از پیش سخت شده مناسب است.
• طراحی لبه برش با زاویه مثبت مقاومت تراشه را به حداقل می رساند و ظاهر بهتری را به ارمغان می آورد.

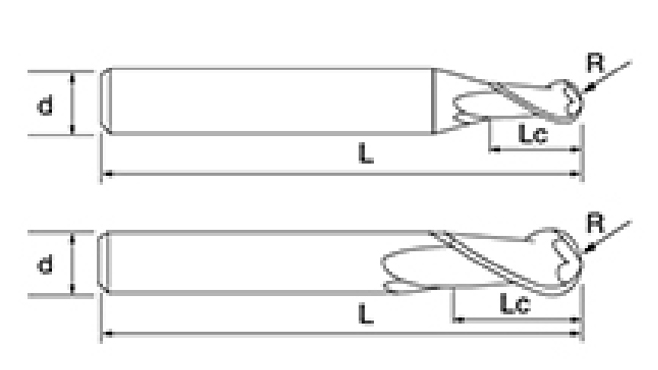
| خیر | قطر D | زاویه آر R | طول فلوت ال سی | طول کلی L | شانک دیا د | شمارش تیغه اف |
| NNH-2B-D1 | 1 | 0.5 | 2 | 50 | 4 | 2 |
| NNH-2B-D1 | 1 | 0.5 | 2 | 50 | 6 | 2 |
| NNH-2B-D1.5 | 1.5 | 0.75 | 3 | 50 | 4 | 2 |
| NNH-2B-D1.5 | 1.5 | 0.75 | 3 | 50 | 6 | 2 |
| NNH-2B-D2 | 2 | 1 | 4 | 50 | 4 | 2 |
| NNH-2B-D2 | 2 | 1 | 4 | 50 | 6 | 2 |
| NNH-2B-D2.5 | 2.5 | 1.25 | 5 | 50 | 4 | 2 |
| NNH-2B-D2.5 | 2.5 | 1.25 | 5 | 50 | 6 | 2 |
| NNH-2B-D3 | 3 | 1.5 | 6 | 50 | 3 | 2 |
| NNH-2B-D3 | 3 | 1.5 | 6 | 50 | 4 | 2 |
| NNH-2B-D3 | 3 | 1.5 | 6 | 50 | 6 | 2 |
| NNH-2B-D3.5 | 3.5 | 1.75 | 8 | 50 | 4 | 2 |
| NNH-2B-D3.5 | 3.5 | 1.75 | 8 | 50 | 6 | 2 |
| NNH-2B-D4 | 4 | 2 | 8 | 50 | 4 | 2 |
| NNH-2B-D4 | 4 | 2 | 8 | 50 | 6 | 2 |
| NNH-2B-D4 | 4 | 2 | 8 | 75 | 4 | 2 |
| NNH-2B-D4 | 4 | 2 | 8 | 100 | 4 | 2 |
| NNH-2B-D5 | 5 | 2.5 | 9 | 50 | 5 | 2 |
| NNH-2B-D5 | 5 | 2.5 | 9 | 50 | 6 | 2 |
| NNH-2B-D6 | 6 | 3 | 9 | 50 | 6 | 2 |
| NNH-2B-D6 | 6 | 3 | 9 | 75 | 6 | 2 |
| NNH-2B-D6 | 6 | 3 | 9 | 100 | 6 | 2 |
| NNH-2B-D8 | 8 | 4 | 12 | 60 | 8 | 2 |
| NNH-2B-D8 | 8 | 4 | 12 | 75 | 8 | 2 |
| NNH-2B-D8 | 8 | 4 | 12 | 100 | 8 | 2 |
| NNH-2B-D10 | 10 | 5 | 15 | 75 | 10 | 2 |
| NNH-2B-D10 | 10 | 5 | 15 | 100 | 10 | 2 |
| NNH-2B-D12 | 12 | 6 | 18 | 75 | 12 | 2 |
| NNH-2B-D12 | 12 | 6 | 18 | 100 | 12 | 2 |
| NNH-2B-D16 | 16 | 8 | 25 | 100 | 16 | 2 |
| NNH-2B-D20 | 20 | 10 | 30 | 100 | 20 | 2 |
| مواد فرآوری شده | فولاد از پیش سخت شده 40 ~ 50 HRC | فولاد سخت شده 50 ~ 60 HRC | فولاد سخت شده 60 ~ 68 HRC | |||||||||
| شعاع سر توپ (میلی متر) | سرعت چرخش (دقیقه -1 ) | سرعت تغذیه (mm/min) | الف ص (میلی متر) | الف ه (میلی متر) | سرعت چرخش (دقیقه -1 ) | سرعت تغذیه (mm/min) | الف ص (میلی متر) | الف ه (میلی متر) | سرعت چرخش (دقیقه -1 ) | سرعت تغذیه (mm/min) | الف ص (میلی متر) | الف ه (میلی متر) |
| R0.5 | 40000 | 1900 | 0.01 | 0.05 | 36000 | 1500 | 0.01 | 0.05 | 32000 | 1400 | 0.01 | 0.05 |
| R1.0 | 33000 | 3100 | 0.02 | 0.075 | 26000 | 2100 | 0.02 | 0.075 | 24000 | 2000 | 0.02 | 0.075 |
| R1.5 | 29000 | 4100 | 0.03 | 0.1 | 23000 | 2900 | 0.03 | 0.1 | 21000 | 2600 | 0.03 | 0.1 |
| R2.0 | 22000 | 3900 | 0.04 | 0.15 | 17000 | 2500 | 0.04 | 0.15 | 15500 | 2100 | 0.04 | 0.15 |
| R2.5 | 17500 | 3500 | 0.05 | 0.15 | 13500 | 2200 | 0.05 | 0.15 | 13000 | 2000 | 0.05 | 0.15 |
| R3.0 | 15000 | 3100 | 0.06 | 0.2 | 11500 | 1700 | 0.06 | 0.2 | 10500 | 1500 | 0.06 | 0.2 |
| R4.0 | 11000 | 2500 | 0.08 | 0.25 | 8600 | 1600 | 0.08 | 0.25 | 8000 | 1400 | 0.08 | 0.25 |
| R5.0 | 9000 | 2000 | 0.1 | 0.3 | 7000 | 1400 | 0.1 | 0.3 | 6000 | 1200 | 0.1 | 0.3 |
| R6.0 | 7500 | 1800 | 0.1 | 0.35 | 5700 | 1300 | 0.1 | 0.35 | 5300 | 1200 | 0.1 | 0.35 |
| R8.0 | 5500 | 1800 | 0.1 | 0.4 | 4300 | 1300 | 0.1 | 0.4 | 4000 | 1200 | 0.1 | 0.4 |
| R10.0 | 4500 | 1800 | 0.1 | 0.5 | 3500 | 1300 | 0.1 | 0.5 | 3200 | 1200 | 0.1 | 0.5 |
| حداکثر عمق برش | 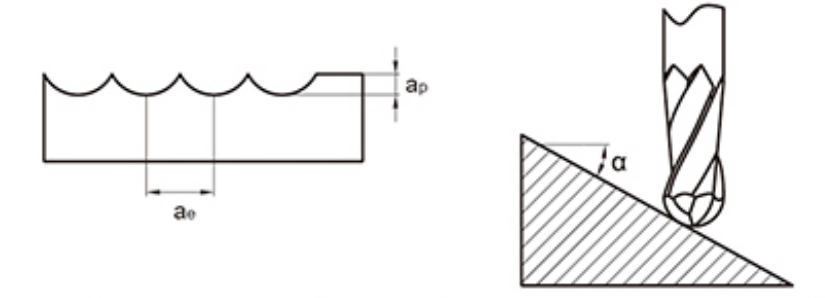 | |||||||||||
1. لطفا از تجهیزات و وسایل با دقت و استحکام بالا استفاده کنید.
2. هنگامی که سفتی ماشین ابزار و نصب قطعه کار ضعیف باشد، لرزش و صدای غیر طبیعی ممکن است رخ دهد. در این صورت، سرعت و نرخ خوراک در جدول بالا باید سال به سال کاهش یابد.
3. لطفا از خنک کننده هوا یا MQL (حداقل مقدار خنک کننده مه روغن) استفاده کنید.
4. استفاده از فرز متوالی برای فرز جانبی توصیه می شود.
5. طول تعلیق ابزار را تا حد امکان بدون تداخل به حداقل برسانید.
| سری ابزار | قطر | شعاع | شعاع گوشه | طول فلوت | طول موثر | طول کلی | شانک دیا | |||
| D | آر | CR | ال سی | L1 | L | د | ||||
| آسیاب پایان کاربید با سرعت بالا و سختی بالا NNH | D0.1 ~ D0.9 | 0 -0.005 | آر0.05~R2 | /-0.005 | CR0.05~CR0.5 | /-0.005 | 0 0.3 | 0 0.3 | 0.5 -0.5 | h5 |
| D1~D3.5 | 0 -0.005 | |||||||||
| D4 ~ D10 | -0.003 -0.015 | آر3~R5 | /-0.005 | CR1.0 ~ CR3.0 | /-0.008 | 0 0.5 | 0 0.5 | |||
| D12 ~ D20 | -0.003 -0.018 | آر6~R10 | /-0.008 | |||||||
سری آسیاب انتهایی دماغه توپی 2 فلوت با کارایی بالا NNH-2B در مشخصات مختلفی با قطر 1 تا 20 میلی متر موجود است. این انعطافپذیری کاربران را قادر میسازد تا مناسبترین ابزار را برای نیازهای ماشینکاری خود، چه برای حکاکی خوب و چه برای فرز حفرهای عمیق، انتخاب کنند. هر نوع با طول فلوت و ابعاد کلی به دقت بهینه شده است تا دقت و کارایی در کاربردهای مختلف تضمین شود.
این آسیاب انتهایی که با هندسه دماغه توپی طراحی شده است، در مقایسه با فرزهای مسطح دماغه ای، انتقال نرم تری را در ماشینکاری سطح سه بعدی ارائه می دهد. این شکل به کاهش مقاومت برش و بهبود پایداری ابزار کمک می کند. زاویه مارپیچ 30 درجه تخلیه تراشه را افزایش می دهد و در عین حال لرزش را به حداقل می رساند و عملکرد ماشینکاری پایدار را تضمین می کند. علاوه بر این، ساختار 2 فلوت امکان حذف بهتر براده ها را در ماشینکاری با سرعت بالا فراهم می کند و آن را برای حذف کارآمد مواد ایده آل می کند.
این محصول از فناوری پوشش پیشرفته AlTiSiN، جفت شده با بستری با ذرات بسیار ریز (0.4μm) استفاده می کند. این به طور قابل توجهی مقاومت در برابر سایش و حرارت را بهبود می بخشد و به ابزار اجازه می دهد عملکرد خود را حتی در کاربردهای ماشینکاری با سختی بالا حفظ کند. آسیاب های انتهایی NNH-2B از کاربید با سختی بالا ساخته شده اند و برای به دست آوردن لبه های برش تیز آسیاب می شوند که می تواند نیروهای برش را کاهش داده و دقت ماشینکاری را بهبود بخشد.
سری NNH-2B برای طیف وسیعی از مواد مناسب است و در کاربردهای با سرعت و سختی بالا عملکرد خوبی دارد. در ماشینکاری فولاد سخت شده، فولاد ابزار، فولاد ضد زنگ تا 55HRC بسیار خوب عمل می کند. علاوه بر این، در ماشینکاری دقیق فلزات غیر آهنی مانند آلیاژهای مس نیز بسیار موثر است.










تأسیس شرکت
کارکنان

شرکت Changzhou Maton Tools Co.,Ltd. در منطقه اقتصادی توسعهیافته دلتای رود یانگتسه واقع شده است. کارخانه در منطقه توسعه فناوری پیشرفته شیشیاشو، شهر ابزار معروف چین، قرار دارد. ما میلز انتهای دماغه 2 فلوت با کارایی بالا تولیدکنندگان.
Magotantools سیستم مدیریت کیفیت ISO9001 را بهعنوان استاندارد اتخاذ کرده و تحت هدایت فلسفه کسبوکار «صفر نقص در محصول» و «صفر فاصله در خدمات»، بر پایه روحیه «صداقت»، «وحدت» و «توسعه»، و با پیروی از سبک مدیریتی عادلانه و منصفانه فعالیت میکند. تولید محصولات با استفاده از مراکز سنگزنی و ماشینکاری CNC پنجمحوره و ششمحوره از آلمان، سوئیس، ژاپن و غیره انجام میشود و به تجهیزات آزمون با دقت بالا از آلمان، ژاپن و چین مجهز است تا نیازهای تولید با کیفیت و کمیت بالا را برآورده سازد.
این شرکت بهطور مداوم ابزارهای CNC با کارایی بالا را توسعه میدهد و جوایز ملی متعددی کسب کرده است. حرفهای میلز انتهای دماغه 2 فلوت با کارایی بالا شرکت. بیش از ۱۰ ثبت اختراع؛ محصولات شرکت عمدتاً در صنایع دفاعی، هوافضا، خودروسازی، محصولات الکترونیکی، قالبها و سایر حوزهها استفاده میشوند.
محصولات متنوع شرکت مورد تأیید و استقبال شرکتهای معتبر داخلی قرار گرفتهاند. با فناوری نامحدود، خلاقیت نامحدود و تلاش برای تعالی، ابزارهای Magotan آیندهای پررونق و رویاها را با اعتماد بیشتر و کیفیت برتر رقم خواهند زد.
در روزهای کاری، حداکثر ظرف ۱۲ ساعت پس از دریافت استعلام پاسخ خواهیم داد.
ما تولیدکننده هستیم و خودمان تولید و فروش انجام میدهیم.
ما عمدتاً ابزارهای برش از فولاد تنگستن، متهها و سایر ابزارهای آلیاژ سخت تولید میکنیم. حرفهای میلز انتهای دماغه 2 فلوت با کارایی بالا تولیدکنندگان.
محصولات ما تقریباً کل صنعت قالبسازی، صنایع دفاعی، هوافضا، خودروسازی، محصولات الکترونیکی و سایر حوزهها را پوشش میدهد.
بله، تمرکز اصلی ما بر محصولات سفارشی است. ما محصولات را بر اساس نقشهها یا نمونههای ارائهشده توسط مشتریان توسعه داده و تولید میکنیم. سفارشی میلز انتهای دماغه 2 فلوت با کارایی بالا.
ما بیش از ۳۰ دستگاه از برندهای WALTER آلمان، Makino ژاپن، ROLLMATIC سوئیس و TTB سوئیس داریم و ارزش تولید سالانه ما ۸۰ میلیون یوان چین است. ما میلز انتهای دماغه 2 فلوت با کارایی بالا شرکت
نخست، پس از هر فرایند، بازرسیهای مربوطه انجام میدهیم. برای محصول نهایی، مطابق با الزامات مشتری و استانداردهای بینالمللی، بازرسی کامل ۱۰۰٪ انجام میشود؛
سپس، ما مجهز به تجهیزات آزمون پیشرفته و کامل در سطح برتر صنعت هستیم، مانند آنالیزورهای طیفی و میکروسکوپهای متالوگرافی، که ثبات و یکنواختی ابزارهای برش را تضمین کرده و همزمان الزامات آزمون با دقت بالای مشتریان را برآورده میسازد.
هنگام ارائه قیمت، روش معامله مانند FOB، CIF، CNF یا گزینههای دیگر را با شما تأیید میکنیم. در تولید انبوه، معمولاً ۳۰٪ پیشپرداخت دریافت میکنیم و مابقی مبلغ پس از ارائه بارنامه پرداخت میشود. روش پرداخت اصلی ما T/T است، اما L/C نیز قابل قبول میباشد.
ما میلز انتهای دماغه 2 فلوت با کارایی بالا تولیدکنندگان در چین. ردپای ما در سراسر جهان گسترده است و به مشتریان از سراسر دنیا محصولات و خدمات باکیفیت ارائه میدهیم.

No.233-3 Yangchenghu Road, Xixiashu Industrial Park, Xinbei District, Changzhou City, Jiangsu Province

+86-18068566610

sales@magotan-tools.com
+86-18068566610
